 Skip to content
Skip to content Nylon Manufacturer — Complete Guide to Nylon Fabric Engineering, Production & OEM Solutions
Lovrix is a professional nylon manufacturer with more than 15 years of integrated textile production, supplying performance-grade nylon fabrics for outdoor gear, luggage, pet equipment, industrial covers, and technical storage products. Our nylon materials are engineered based on product requirements, stress conditions, finishing needs, and compliance demands.
Lovrix Core Advantages
- In-house weaving lines for 210D, 420D, 630D, 840D, 1000D, 1050D, and 1680D nylon fabrics
- 25+ material engineering specialists dedicated to yarn selection, weave structure, finishing, and QC
- Multi-factory supply chain in Guangdong ensuring stability, capacity, and consistent lead times
- Advanced coating facilities for PU, PVC, TPU, W/R, calendering, FR, and anti-UV finishes
- Full performance testing laboratory supporting tensile, tear, abrasion, UV, hydrostatic pressure, and colorfastness
- Strong customization capability for outdoor brands, luggage companies, pet product brands, and industrial manufacturers
Understanding Nylon Fabrics: The Fundamentals
Nylon is a high-strength synthetic polyamide fiber widely used in performance-intensive products. This module explains nylon’s fundamental characteristics and why it remains one of the most reliable materials for heavy-use applications.
1. What Nylon Really Is
Nylon (polyamide) is a synthetic polymer fiber produced through polymerization. It offers exceptional tensile strength, elasticity, and abrasion resistance—making it one of the most trusted materials for backpacks, tactical gear, pet carriers, and outdoor equipment.
2. Why Nylon Outperforms Other Synthetic Materials
- significantly stronger than polyester under tension
- superior abrasion and friction resistance
- high elasticity and bending endurance
- strong low-temperature performance
- excellent compatibility with PU/TPU/PVC coatings
- ideal for heavy-duty and load-bearing applications
3. Nylon Grades Manufactured by Lovrix
Lovrix produces a wide range of nylon constructions tailored for different applications:
- Nylon 210D – lightweight bags, organizers, linings
- Nylon 420D – daypacks, luggage inner panels
- Nylon 630D – mid-heavy outdoor gear
- Nylon 840D – tactical bags, luggage shells
- Nylon 1000D / 1050D – mountaineering equipment, protective covers
- Nylon 1680D – premium luggage, industrial products, structured items
Lovrix also supports high-tenacity (HT) nylon yarn for brands requiring enhanced tensile and tear performance.

Challenges When Sourcing Nylon
Many brands struggle when sourcing nylon fabrics because quality varies significantly across suppliers. Understanding these challenges helps prevent development failures and reduces total manufacturing risk.
Lovrix’s experience working with outdoor, luggage, pet, and industrial brands reveals six common sourcing challenges:
1. Inconsistent Nylon Quality Across Batches
Low-end suppliers often use mixed yarn origins or unstable weaving tension, causing:
- shade variation
- surface distortion
- uneven strength
- coating delamination
Lovrix prevents this via single-origin yarn sourcing, tension-controlled weaving, and full batch traceability.
2. Wrong Nylon Specification Selected for the Wrong Product
Choosing nylon only based on “denier” causes problems:
- fabric is too heavy
- insufficient tensile strength
- coating cracks under bending Lovrix evaluates denier, GSM, yarn type, weave density, and coating stack before recommending a specification.
3. Poor Coating Adhesion (PU/TPU/PVC Peeling Issues)
Humidity, curing temperature, and coating thickness must be controlled. Poor coating management leads to:
- peeling
- cracking
- sticky feel Lovrix uses curing curve monitoring, adhesion testing, and controlled coating rooms.
4. Failure in Abrasion, Tear, or Tensile Testing
Many nylon fabrics fail under stress when produced cheaply. Lovrix conducts:
- ISO 12947 (abrasion)
- ISO 13937 / ASTM D2261 (tear)
- ISO 13934 (tensile) before mass production.
5. Unstable Colorfastness
Inferior dyeing creates issues like:
- color fading
- uneven shades
- low UV resistance
Lovrix uses dyestuff from Huntsman & Longsheng, and performs ISO 105 colorfastness tests on every batch.
6. Suppliers Lack Engineering Guidance
Most suppliers simply “sell fabric” without providing technical consulting. Lovrix provides:
- performance-based design advice
- coating recommendations
- UV resistance strategies
- FR finishing guidance
- design-to-cost and design-to-performance solutions
Why Choosing the Right Nylon Manufacturer Matters
Nylon fabric quality depends on sophisticated engineering — from yarn sourcing to weaving tension, finishing, and testing. Selecting the right manufacturer ensures performance reliability in demanding-use products.

Yarn Origin Directly Influences Strength Performance
Poor-quality nylon yarn can reduce tensile performance by 20–40%. Lovrix sources nylon filaments only from Tier-1 Chinese mills in Jiangsu & Fujian to guarantee stability.

Weaving Tension Determines Strength, Flatness & Dimensional Stability
Incorrect weaving tension leads to:
- distorted surfaces
- weakened fabric structure
- diagonal stretch issues
- lower durability Lovrix employs automated tension-control weaving systems for consistency.

Coating Technology Defines Waterproofing & Durability
Waterproof performance and long-term durability depend heavily on:
- coating thickness
- curing temperature
- humidity levels Lovrix operates independent PU, PVC, and TPU coating lines with controlled environments.

Nylon Requires Highly Controlled Dyeing Conditions
Improper dyeing leads to:
- fading
- uneven shades
- poor colorfastness Lovrix uses controlled-temperature dyeing with 100% fabric surface inspection.
Laboratory Verification Is Essential for Nylon Applications
Products using nylon often face heavy use. Lovrix supports complete testing:
- tensile & tear
- abrasion
- UV exposure
- colorfastness
- hydrostatic head

A Capable Manufacturer Provides Engineering + Production, Not Just Fabric
Lovrix helps customers:
- optimize weight vs durability
- improve coating stacks
- reduce unnecessary GSM
- meet US/EU compliance
- design materials for the intended application
Key Factors When Selecting Nylon Fabrics
Selecting the right nylon fabric requires evaluating yarn type, denier, weave density, coating, finishing, and expected stress conditions. These factors determine the fabric’s performance in outdoor, luggage, pet, or industrial applications.
Lovrix helps global brands evaluate nylon based on seven engineering-driven factors:

Nylon Yarn Type (Standard vs. HT vs. ATY)
Different yarn types deliver different performance outcomes:
- Standard Nylon Filament — balanced strength for everyday bags.
- High-Tenacity (HT) Nylon — superior tensile & tear resistance for outdoor gear.
- Air-Textured Nylon (ATY) — cotton-like hand feel, softer for fashion and lifestyle bags.
Lovrix sources all yarns from major mills in Jiangsu & Fujian, ensuring consistent quality and traceable origins.

Denier & GSM (Weight-to-Strength Ratio)
Common nylon deniers include 210D, 420D, 630D, 840D, 1000D, 1050D, 1680D. Higher denier = heavier and stronger.
But Lovrix always balances:
- strength requirement
- product weight
- target cost
- desired structure (soft vs rigid)
Example: a 420D HT nylon with proper coating can outperform cheap 600D nylon.

Weave Structure (Oxford, Plain, Twill, Ripstop)
Weave dramatically affects shape, surface flatness, and strength.
- Oxford weave → popular for bags/luggage
- Plain weave → cleaner surface for printing
- Twill weave → premium appearance, smooth texture
- Ripstop → anti-tear grid for tactical & outdoor
Lovrix engineers the correct structure based on sewing stress points, bending frequency, and visual requirements.

Coating Technology (PU, PVC, TPU, W/R)
Coatings enhance waterproofing, stiffness, or durability. Lovrix operates three dedicated coating lines, offering:
- PU coating — soft, flexible, everyday-use
- PVC coating — heavy-duty, industrial
- TPU lamination — advanced waterproofing and elasticity
- W/R (Water-Repellent) — lightweight water resistance
- Calendered finishing — structural stability and smoothness
Coating selection depends on intended usage, bending cycles, and environmental exposure.

Colorfastness & Dyeing Stability
Nylon is notorious for fading if dyed poorly. Lovrix uses controlled-temperature dyeing systems + dyestuff from Huntsman & Longsheng, ensuring:
- minimal shade variation
- high sunlight colorfastness
- consistent saturation across rolls
We run ISO 105 colorfastness tests on every batch.

Required Performance Standards
Different industries require different tests:
- Outdoor → abrasion + tear + UV
- Pet → bite resistance + tear strength
- Luggage → tensile strength + coating adhesion
- Industrial → FR + waterproofing + hydrostatic pressure
Lovrix lab supports ISO/ASTM/JIS performance standards depending on market requirement.

Compliance Requirements (EU/US/Japan)
Some nylon projects require:
- REACH
- ROHS
- Prop 65
- Formaldehyde-free finishing
- Low-VOC coatings
Lovrix provides compliance-friendly coatings and can assist brand teams with documentation + certificates + lab reports.
Lovrix Nylon Engineering & Development Process
Nylon development requires systematic engineering—from understanding application needs to selecting yarn, weaving, coating, and verifying performance.
Step 1
Requirements Analysis & Material Mapping
Lovrix engineers begin by mapping:
- product category
- expected load & friction points
- outdoor or indoor environment
- bending frequency
- stiffness vs flexibility
- compliance requirements
This ensures the nylon is engineered for the real conditions of use, not chosen based on denier alone.
Step 2
Yarn Selection, Denier Planning & Weave Engineering
We define:
- yarn origin (Jiangsu/Fujian)
- yarn specification (standard, HT, ATY)
- denier
- filament count
- weave structure (Oxford, ripstop, plain, twill)
Lovrix uses automatic tension-control looms for consistent weaving quality.
Step 3
Coating System Design (PU, TPU, PVC, W/R)
Lovrix designs coating stacks based on:
- waterproof rating
- stiffness requirement
- bending durability
- weight target
- climate exposure
We can engineer single-layer or multi-layer coatings (PU + W/R, TPU + W/R, PVC + FR, etc.).
Step 4
Laboratory Testing Before Mass Production
Every new nylon development goes through lab verification:
- tensile (ISO 13934)
- tear (ISO 13937 / ASTM D2261)
- abrasion (ISO 12947)
- coating adhesion
- UV exposure
- hydrostatic head
- colorfastness (ISO 105)
Lovrix approves mass production only after passing target performance values.
Step 5
Controlled Mass Production, QA Monitoring & Batch Traceability
Lovrix maintains consistent quality with:
- batch-weaving traceability
- full-width fabric inspection
- coating thickness measurement
- adhesion and tear tests per batch
- moisture-controlled storage
This ensures every roll maintains consistent GSM, coating adhesion, color, and strength.

Nylon Types & Technical Specifications Guide
Nylon fabrics come in many variations depending on denier, weave, coating, and yarn type. This guide summarizes the common nylon types and their technical parameters for brand selection.
Nylon Technical Specification Table (Lovrix Standard)
| Nylon Type | Denier | GSM Range | Weave | Coating Options | Strength Level | Best For |
|---|---|---|---|---|---|---|
| Nylon 210D | 210D | 120–160gsm | Oxford/Plain | PU / W/R | Medium | lightweight bags, organizers, linings |
| Nylon 420D | 420D | 180–260gsm | Oxford/Plain | PU / TPU / W/R | Medium–High | daypacks, sports bags, soft luggage |
| Nylon 630D | 630D | 260–330gsm | Oxford/Ripstop | PU / PVC | High | outdoor gear, tactical accessories |
| Nylon 840D | 840D | 320–420gsm | Oxford/Ripstop | PU / PVC | High | tactical bags, premium luggage shells |
| Nylon 1000D | 1000D | 380–500gsm | Plain/Twill | PU / PVC | Very High | mountaineering, industrial covers |
| Nylon 1050D HT | 1050D | 420–540gsm | Ripstop/Oxford | PU / TPU | Very High | military gear, protective equipment |
| Nylon 1680D | 1680D | 480–650gsm | Dual-Tone Oxford | PU / PVC / Calendered | Extreme | high-end luggage, structural bags |
Lovrix Customization Capabilities
Lovrix can adjust:
- denier + GSM
- stiffness
- colorfastness grade
- coating layer thickness
- UV resistance rating
- FR level
- surface texture
- print compatibility
We support over 3,000+ nylon customization cases across outdoor, travel, pet, and industrial sectors.

Nylon Coating & Finishing Technologies
Coating and finishing define nylon’s real-world performance—waterproofing, stiffness, abrasion life, colorfastness, and durability. Lovrix engineers different coating systems to match luggage, outdoor, pet, and industrial product requirements.
Lovrix operates three independent coating lines and offers over 12 types of finishing options. Below is the full breakdown.
1. PU Coating (Polyurethane)
Performance
- flexible and lightweight
- smooth hand feel
- moderate waterproofing
- ideal for everyday bags
Common Issues (Low-End Suppliers)
- peeling after humidity exposure
- cracking at bending points
- uneven thickness
Lovrix Solutions
- controlled PU curing curve
- thickness measurement sensors
- 2000–5000 cycle bending endurance test
Used for: backpacks, apparel bags, organizers.


2. PVC Coating (Polyvinyl Chloride)
Performance
- strong waterproofing
- high stiffness
- excellent abrasion resistance
- long outdoor durability
Limitations
- heavier
- less flexible
- can crack if not dried properly
Lovrix Engineering
- dual-pass coating for surface uniformity
- anti-crack additives
- controlled drying temperature
Used for: tool bags, industrial covers, heavy outdoor items.
3. TPU Lamination (Thermoplastic Polyurethane)
Performance
- advanced waterproofing
- elasticity under tension
- excellent low-temperature performance
- eco-friendlier alternative to PVC
Lovrix Capabilities
- seamless TPU lamination
- delamination resistance test
- heat/pressure calibration
Used for: outdoor packs, hydration gear, medical storage.


4. DWR (Durable Water Repellent) Treatment
Performance
- water beads off surface
- no added stiffness
- remains breathable
Limitations
- not fully waterproof
- needs correct application to last
Lovrix Advantage
- multi-pass W/R application
- hydrophobic molecular bonding
- wash durability testing
Used for: outdoor daypacks, apparel bags, lifestyle bags.
5. Calendered Finishing
Performance
- smooth surface
- added stiffness
- reduced fraying
- consistent thickness
Lovrix Engineering
- temperature-pressure controlled calendering
- matte or semi-gloss options
- structure-enhancing compression
Used for: luggage shells, storage bins, structured bags.


6. Anti-UV Finishing
Performance
- prevents fading
- stabilizes nylon under sunlight
- improves outdoor durability
Lovrix Input
- UV additives in coating
- UV bath finishing
- xenon-lamp UV aging test
Used for: outdoor covers, tactical gear, camping equipment.
7. Flame-Retardant (FR) Finishing
Performance
- slows ignition
- reduces flame spread
- required in industrial applications
Lovrix Capabilities
- FR coatings for polyamide
- meets NFPA/EN FR standards
- FR + PU hybrid finishing
Used for: industrial covers, public-area equipment bags.


8. Anti-Mildew & Anti-Bacterial Treatment
Performance
- inhibits mold growth
- prevents odor and fiber degradation
- essential for humid storage
Lovrix Technology
- anti-fungal chemical treatments
- humidity chamber tests
- EU/US-compliant formulas
Used for: laundry bags, pet products, under-bed storage.
9. Softening / Stiffening Finishes
Softening
- silicone softeners
- softer hand feel
- ideal for lifestyle bags
Stiffening
- resin-based stiffeners
- structure reinforcement
Used for: fashion bags / structured organizers.


10. Edge-Seal & Anti-Fray Treatment
Prevents fraying when nylon is cut.
Lovrix uses:
- resin sealing
- calendered compression
- anti-fray chemical finishing
Nylon Performance Testing Standards
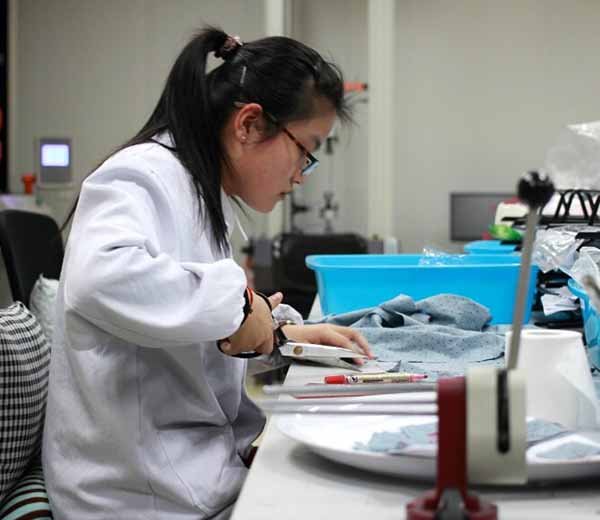
Lovrix In-House Laboratory
Nylon is a technical material that must meet various performance requirements. Lovrix operates an in-house lab to evaluate strength, abrasion, waterproofing, UV resistance, colorfastness, and coating adhesion before mass production.
Lovrix performs 12+ categories of ISO/ASTM testing to ensure nylon performs reliably in real applications.
1. Tensile Strength Testing (ISO 13934 / ASTM D5034)
Ensures nylon can withstand stretching forces in backpacks, luggage, straps.
Lovrix target range:
- 420D Nylon: 600–900 N
- 840D Nylon: 900–1500 N
- 1680D Nylon: 1500–2500 N
2. Tear Strength Testing (ISO 13937 / ASTM D2261)
Evaluates resistance to tearing when cut or pierced.
Lovrix ensures high-tenacity nylon meets tear resistance required for tactical/outdoor use.
3. Abrasion Resistance (ISO 12947 Martindale)
Critical for outdoor bags, luggage, pet carriers.
Lovrix targets:
- Standard nylon: 10,000+ cycles
- Heavy-duty nylon: 20,000–50,000 cycles
4. Coating Adhesion Test
Evaluates PU/PVC/TPU bonding with nylon base fabric. Ensures coating does not peel or crack during bending.
5. Water Column / Hydrostatic Pressure Test
Measures waterproof capability.
Typical Lovrix ranges:
- PU Nylon: 500–2000 mm H₂O
- TPU Lamination: 3000–5000 mm H₂O
6. UV Resistance Testing
Critical for outdoor exposure. Lovrix performs xenon-arc UV testing to verify fading and fiber stability.
7. Colorfastness (ISO 105 Standards)
Lovrix tests:
- colorfastness to light
- colorfastness to washing
- colorfastness to rubbing
- colorfastness to perspiration (bags worn on body)
8. Dimensional Stability Test
Checks shrinkage after heat and moisture exposure.
Lovrix tolerance target: <3%.
9. Moisture Regain Testing
Ensures consistent performance in humid climates.
10. Flame Retardancy (When Applicable)
For FR-treated nylon, Lovrix verifies flame spread rate meets EN/NFPA standards.


Common Applications & Industry Use Cases
Based on 3,000+ Nylon Projects by Lovrix
Nylon is used in dozens of industries. This module summarizes the most common applications Lovrix supports across outdoor, luggage, pet, and industrial sectors.
Based on 3,000+ nylon development cases, Lovrix supplies nylon fabrics to the following industries:

Outdoor & Adventure Gear Brands
Products include:
- backpacks
- hiking daypacks
- tactical bags
- ripstop outdoor covers
- hydration-related equipment
Lovrix usually recommends:
- 420D, 630D, 840D HT nylon
- TPU/PU coatings
- anti-UV finishing

Travel & Luggage Manufacturers
Products:
- hard-wearing luggage
- duffel bags
- carry-on systems
- laptop backpacks
Lovrix materials:
- 1680D dual-tone nylon
- 840D PVC-coated nylon
- calendered nylon for structure

Pet Product Brands
Products:
- pet carriers
- bite-resistant gear
- outdoor leashes
- protective covers
Lovrix recommendations:
- 630D / 840D HT nylon
- PU/TPU coating
- anti-mildew finishing

Industrial & Equipment Protection
Products:
- machinery covers
- industrial bags
- FR-required products
- high-strength sleeves
Lovrix recommendations:
- 1000D / 1050D / 1680D nylon
- PVC coating (high stiffness)
- FR finishing if required

Home Storage & Organization
Products:
- foldable storage bins
- laundry bags
- under-bed organizers
Lovrix solutions:
- 210D/420D nylon
- W/R finishing
- calendered for structure

Sports & Athletic Brands
Products:
- gym bags
- sports gear
- protective sleeves
Lovrix supplies:
- 420D nylon
- PU coating
- high colorfastness prints

Military & Tactical Industries
Products:
- tactical vests
- ammo pouches
- load-bearing equipment
Lovrix recommendations:
- 1000D / 1050D HT nylon
- Ripstop structure
- FR + anti-UV finishing
Printing Methods for Nylon Fabrics
Printing on nylon requires strict control of surface tension, dye chemistry, and coating compatibility. This module explains each printing method and how Lovrix ensures stable color performance on nylon materials.
Lovrix works with nylon for outdoor, luggage, apparel, pet, and industrial products—all of which have different printing requirements. Nylon is more sensitive than polyester, so printing must be engineered carefully.

Screen Printing (Silk Screen)
Performance
- strong, saturated colors
- reliable durability
- compatible with PU-coated nylon
Challenges
- poor adhesion on untreated nylon
- limited color gradients
- can crack if bending cycles are high
Lovrix Solutions
- surface activation treatment
- high-adhesion ink systems
- controlled curing ovens
Best for: logos, branding, bold patterns on bags or luggage.
Heat Transfer Printing (HTP)
Performance
- sharp, detailed graphics
- excellent for multi-color images
- ideal for polyester-coated nylon
Challenges
- film peeling on low-quality PU
- poor bonding on textured surfaces
Lovrix Engineering
- Japan-imported heat press machines
- eco-solvent transfer films
- pre-heating to improve adhesion
Applications: fashion bags, sports bags, promotional products.

Digital Printing (DTF / Direct-to-Fabric)
Performance
- high-resolution prints
- complex gradients and artwork
- ideal for nylon with proper pre-treatment
Challenges
- dye penetration varies by weave
- nylon requires pre-treatment chemistry
- UV resistance must be added afterwards
Lovrix Technical Advantage
- custom pre-treatment chemical solutions
- ICC color calibration
- UV-protective topcoating option
Used for: lifestyle backpacks, pet carriers, soft luggage.

Sublimation Printing
Important Note:
Sublimation does not work on nylon unless it is blended with polyester.
Pure nylon cannot bond sublimation dyes.
Lovrix Recommendation
Brands needing full-panel, vibrant printing should choose:
- nylon-polyester blends
- polyester outer + nylon inner structure
- or fully polyester constructions

Rotary Printing
Performance
- suitable for long production runs
- stable repeated patterns (stripes, camo)
- consistent roll-to-roll output
Limitations
- not suitable for small MOQs
- fewer color gradients
Lovrix Uses Rotary Printing For
- camouflage nylon (outdoor/tactical)
- industrial repeated patterns

Emboss Printing (PU/PVC-Coated Nylon)
Performance
- 3D surface patterns
- premium visual effect
- scratch resistant
Lovrix Capabilities
- custom emboss plates
- heat-pressure calibrated embossing
- anti-crack testing on PVC-coated nylon
Printing Compatibility Overview Table
| Printing Method | Nylon Plain | Nylon PU-Coated | Nylon PVC-Coated | Nylon Ripstop |
|---|---|---|---|---|
| Screen Printing | ✓ | ✓✓ | ✓ | ✓ |
| Heat Transfer | ✓ | ✓✓ | ✓ | ✓ |
| Digital Printing | ✓ (with treatment) | ✓✓ | ✗ | ✓ |
| Sublimation | ✗ | ✗ | ✗ | ✗ |
| Rotary Printing | ✓ | ✓ | ✓ | ✓✓ |
| Emboss | ✗ | ✓ | ✓✓ | ✗ |
Nylon Quality Control & Inspection Workflow
Nylon quality varies widely across suppliers. Lovrix follows an end-to-end inspection workflow that controls yarn source, weaving tension, coating thickness, color consistency, and final performance testing.
Lovrix manages nylon quality through a 7-stage QC system from yarn source to final roll inspection.
Raw Material Inspection (Yarn Testing)
- yarn origin verification
- filament uniformity
- moisture content check
- batch traceability recording
Lovrix only uses yarns from Tier-1 mills to ensure stable tensile values.
Weaving Control & Inline Fabric Monitoring
- automated tension control
- full-width inline camera inspection
- immediate identification of broken filaments
- surface flatness monitoring
Ensures even weave density and consistent surface appearance.
Greige Fabric Inspection (Before Coating)
Lovrix checks:
- GSM
- yarn alignment
- surface defects
- weave distortion
- diagonal stretch tendency
Poor greige fabric cannot produce good finished nylon.
Dyeing Quality Control
- controlled-temperature dyeing
- dyestuff from Huntsman/Longsheng
- small-lot pre-dye testing
- ISO 105 colorfastness verification
Lovrix rejects any rolls that show shade deviation beyond ±3%.
Coating Inspection (PU/PVC/TPU)
- coating thickness measurement
- adhesion testing
- curing temperature control
- humidity-controlled coating rooms
Ensures waterproofing and bending durability.
Laboratory Performance Testing (ISO/ASTM)
Lovrix tests every batch for:
- tensile
- tear
- abrasion
- hydrostatic pressure
- UV resistance
- rubbing fastness
- coating adhesion
Reports can be provided for each shipment.
Final Roll Inspection & Packaging
- 100% full-length inspection
- defect scoring based on AQL
- roll labeling & traceability codes
- moisture-controlled packaging
Ensures stable performance once the nylon reaches sewing factories.

Nylon vs Polyester vs Oxford: Technical Comparison
Nylon, polyester, and Oxford often overlap in bag and outdoor applications, but they serve different purposes. Lovrix helps brands evaluate the correct material through engineering analysis.
1. Nylon vs Polyester (Fiber-Level Comparison)
Nylon Advantages
- higher tensile + tear strength
- better elasticity
- superior abrasion resistance
- excellent cold-weather performance
Nylon Limitations
- weaker UV resistance
- absorbs more moisture
- more expensive than polyester
Polyester Advantages
- excellent UV resistance
- stable colorfastness
- lower moisture absorption
- more cost-efficient
Polyester Limitations
- lower tensile strength than nylon
- slightly rougher hand feel
- lower abrasion performance at same GSM


2. Nylon vs Oxford (Construction-Level Comparison)
Key point: Oxford is not a fiber, but a weave pattern. Oxford can be nylon Oxford or polyester Oxford.
Nylon Oxford
- stronger
- smoother surface
- higher abrasion life
- more premium
- ideal for outdoor or luggage
Polyester Oxford
- more cost-effective
- better UV resistance
- stiffer hand feel
- more color-stable
3. When to Choose Each Material (Lovrix Recommendation)
Choose Nylon If:
- product requires high strength
- abrasion resistance is critical
- flexibility is needed
- premium feel is desired Examples: tactical bags, outdoor gear, pet carriers.
Choose Polyester If:
- cost is a priority
- product faces sunlight exposure
- printing requires bright colors Examples: promotional bags, outdoor covers, storage items.
Choose Oxford If:
- you want balanced performance
- you need easy coating compatibility
- you require structured appearance Examples: luggage shells, structured organizers.


4. Comparison Table
| Property | Nylon | Polyester | Oxford (Construction) |
|---|---|---|---|
| Tensile Strength | ⭐ Highest | Medium–High | Depends on fiber |
| Abrasion Resistance | ⭐ Excellent | Good | Depends on weave |
| UV Resistance | Medium–Low | ⭐ Excellent | Depends on finish |
| Water Absorption | Moderate | Low | Depends on coating |
| Cost Level | Higher | Lower | Flexible |
| Flexibility | High | Medium | Varies |
| Ideal Applications | Outdoor, luggage, pet | Storage, promo, covers | Luggage, organizers |
Sustainability & Recycled Nylon Solutions
Sustainability is becoming essential for global brands. Lovrix supports recycled nylon development, low-VOC coatings, and eco-friendly dyeing processes to meet EU/US environmental requirements and long-term brand sustainability roadmaps.
Lovrix helps brands transition from conventional nylon to sustainable material systems without sacrificing mechanical performance.
1. Recycled Nylon (rNylon) Options at Lovrix
Lovrix partners with certified suppliers to offer:
- rNylon 210D
- rNylon 420D
- rNylon 630D
- rNylon 840D / 1000D (limited availability)
- rNylon + TPU laminated options
These materials are available with:
- GRS (Global Recycled Standard) certification
- traceable batch reports
- recycled yarn origin documentation
2. Eco-Friendly Coating Systems
Lovrix develops sustainable coatings that reduce VOC emissions:
- water-based PU coatings
- low-VOC PU systems
- recycled PU coating options
- bio-based anti-UV formulations
These coatings maintain waterproofing and bending durability while reducing environmental footprint.
3. Low-Impact Dyeing Technologies
Traditional nylon dyeing consumes high energy and chemical loads.
Lovrix adopts:
- controlled-temperature dyeing (energy reduction)
- low-impact dyes
- reduced salt & auxiliaries
- closed-loop water recycling
This ensures better colorfastness and lower chemical waste.
4. Compliance Focus
Lovrix helps brands meet:
- REACH (EU chemical safety)
- ROHS
- Prop 65
- AZO-free, lead-free requirements
- OEKO-TEX class 1–2 (when required)
We can provide testing reports, certification, and material compliance documents.
5. Sustainable Performance Without Sacrifice
Recycled nylon engineered by Lovrix maintains:
- strong tensile values
- reliable abrasion life
- stable coating adhesion
- consistent colorfastness
Brands do not need to compromise durability for sustainability.


Case Studies: Nylon Projects Engineered by Lovrix
Lovrix has engineered over 3,000 nylon projects for outdoor, luggage, pet, and industrial brands. These real scenarios demonstrate how our material engineering solves technical problems and reduces development risks.

Case 1
840D Nylon for Outdoor Backpacks (US Outdoor Brand)
Pain Point: Coating cracking after 2 months of field use.
Lovrix Solution:
- increased PU coating thickness from 0.4mm → 0.7mm
- added anti-crack PU additive
- improved calendering pressure for surface stability Outcome:
- bending cycle life increased >300%
- zero complaints after mass production

Case 2
1680D Dual-Tone Nylon for Premium Luggage (European Travel Brand)
Pain Point: Previous supplier had color deviation between batches.
Lovrix Solution:
- standardized dyestuff system
- documented temperature curves
- colorfastness test for each dye lot Outcome:
- shade deviation controlled within ±2.5%
- improved brand consistency across SKUs

Case 3
TPU-Laminated Nylon for Medical Storage (Japan Healthcare Brand)
Pain Point: Waterproofing failure after cleaning cycles.
Lovrix Solution:
- TPU lamination with high-pressure bonding
- multi-layer lamination test
- surface anti-chemical finishing Outcome:
- waterproof rating improved to 4500 mm H₂O
- passed repeated alcohol cleaning tests

Case 4
Ripstop Nylon for Tactical Gear (Military Supplier)
Pain Point: Tear failure during load-bearing tests.
Lovrix Solution:
- switched from 630D → 840D HT nylon
- optimized ripstop grid thickness
- adjusted weave density Outcome:
- tear strength increased by 40–55%
- consistent performance across rolls

Case 5
Anti-Mildew Nylon for Pet Carriers (Global Pet Brand)
Pain Point: Mold growth in humid warehouse conditions.
Lovrix Solution:
- anti-mildew finishing (EU-compliant)
- humidity-chamber validation
- breathable W/R coating Outcome:
- zero mildew cases for 12 months
- extended product lifetime

Case 6
Flame-Retardant Nylon for Industrial Covers (Construction Company)
Pain Point: Required FR level for public-use protective equipment.
Lovrix Solution:
- FR finishing meeting EN 13501
- FR + PU hybrid coating stack
- flame-spread testing Outcome:
- passed FR requirements
- maintained fabric flexibility




FAQ: Nylon Fabric Manufacturing
These FAQs address the most common questions from brands when developing nylon materials, covering MOQ, lead times, testing, compliance, customization, and engineering considerations.
1. What is the MOQ for nylon fabric?
Lovrix typically supports MOQs starting at 1,000–3,000 meters, depending on color, coating type, and yarn specification. For development projects, we also provide smaller sampling lots. Exact MOQ varies by coating complexity and material customization level.
2. How long does sampling take?
Sampling usually requires 5–12 days, based on dyeing, coating, and finishing requirements. TPU lamination or FR finishing may extend sampling time. Lovrix provides pre-production lab results together with samples for brand evaluation.
3. What determines the price of nylon fabric?
Key cost drivers include yarn type (standard vs. HT), denier, GSM, coating type (PU/PVC/TPU), dyeing method, finishing complexity, and compliance requirements such as FR or REACH. Lovrix offers design-to-cost engineering to optimize pricing without sacrificing performance.
4. Can Lovrix match brand-specific colors?
Yes. Lovrix uses spectrophotometer color measurement to match Pantone or physical samples. We perform shade testing under D65, TL84, and UV light sources and maintain color deviation within ±2.5% for consistent production.
5. What testing can Lovrix provide?
Our in-house lab can perform tensile, tear, abrasion, colorfastness, UV resistance, hydrostatic pressure, coating adhesion, FR testing, and dimensional stability testing. Reports can be issued according to ISO, ASTM, or JIS standards.
6. Is recycled nylon available?
Yes. Lovrix offers GRS-certified recycled nylon in 210D, 420D, 630D, and 840D options. Recycled nylon includes full documentation for yarn origin, batch tracking, and compliance reports, suitable for EU/US sustainability programs.
7. Can Lovrix recommend the right nylon for my product?
Absolutely. Our engineering team evaluates your product’s load, abrasion exposure, stiffness requirement, waterproofing needs, and compliance expectations to recommend the most suitable nylon denier, weave, coating, and finishing combination.
8. How does Lovrix control quality across batches?
We implement 7-stage QC including yarn inspection, weaving tension monitoring, greige inspection, dyeing verification, coating adhesion control, lab testing, and final roll inspection. Every roll is labeled with traceable batch information.
9. Do coatings affect flexibility and durability?
Yes. PU is flexible and suitable for general-use bags. PVC provides stiffness and strong waterproofing but increases weight. TPU offers advanced waterproof performance and elasticity. Lovrix engineers coating stacks based on your durability requirements.
10. Can nylon be printed easily?
Yes, but printing on nylon requires controlled pre-treatment, correct ink systems, and compatible coatings. Lovrix offers screen printing, heat transfer, digital printing, and rotary patterns. Sublimation is not suitable for pure nylon.
Buyer Checklist: How to Select the Right Nylon Fabric
Nylon selection must not rely on denier alone. This checklist gives brands and product teams a structured way to evaluate nylon based on strength, coating, finishing, environment, and compliance requirements.
Product Category & Usage Environment
Ask yourself:
- Is the product indoor, outdoor, or partially outdoor?
- Will it face sunlight, moisture, abrasion, or heavy load?
- Is flexibility required, or should the material stay stiff?
Lovrix Input: Outdoor and luggage products often require 840D–1680D nylon with PU/TPU coating + UV finishing.
Strength Requirements
Key questions:
- Will the product bear weight or tension?
- Are there high-stress sewing points?
- Does the product involve repeated bending?
Lovrix Guidance: Choose HT nylon for load-bearing or tactical applications.
Abrasion Exposure
Consider:
- Will it contact rough surfaces?
- Will the user drag or slide the product?
- Is long-term friction expected?
Lovrix Recommendation: For abrasion-intensive use, choose 630D/840D/1000D nylon, with Martindale targets of 20,000+ cycles.
Waterproofing Level Required
Determine:
- Splash-resistant?
- Rainproof?
- Submersion-resistant?
Lovrix Projection:
- PU → 500–1200 mm H₂O
- TPU → 3000–5000 mm H₂O
- PVC → heavy-duty waterproofing but heavier
Coating & Finishing Compatibility
Checklist:
- PU for flexibility
- PVC for stiffness
- TPU for advanced waterproofing
- W/R for lightweight repellency
- Calendering for structure
- FR/Anti-UV/Anti-mildew as required
Lovrix Engineering: We design multi-layer coating stacks for specific industries.
Printing Requirements
Ask:
- Does the design involve gradients or high-resolution artwork?
- Does the brand require repeated patterns?
- Is sublimation needed?
Lovrix Note: Pure nylon cannot accept sublimation printing. Use digital printing, heat transfer, or rotary printing instead.
Compliance Requirements
Check if your market requires:
- REACH
- ROHS
- Prop 65
- AZO-free
- FR standards
- OEKO-TEX
Lovrix can provide full testing documentation.
Cost Target & Weight Limitation
Ensure:
- material strength meets requirements
- maximum weight per product is within target
- coating thickness is proportional to price
Lovrix Design-to-Cost Approach: We adjust GSM, yarn type, and coating stack to help brands meet cost targets without sacrificing durability.
Sustainability Considerations
Decide if:
- recycled nylon is needed
- low-VOC coating is required
- sustainability claims must be documented
Lovrix provides GRS-certified recycled nylon options.
Nylon Material Selection Matrix
This matrix summarizes which nylon specifications best match different product categories. It serves as a quick decision tool for designers, sourcing managers, and product development teams.
| Product Category | Recommended Nylon | Coating | Key Finishes | Engineering Notes |
|---|---|---|---|---|
| Outdoor Backpacks | 420D / 630D / 840D HT | PU / TPU | Anti-UV, W/R | Balance strength & weight; ripstop optional |
| Tactical & Military Gear | 840D / 1000D / 1050D HT | PU | FR, Anti-UV | Optimize tear strength; choose ripstop grid |
| Premium Luggage | 1680D Dual-Tone Nylon | PU / PVC | Calendered | High stiffness & surface uniformity |
| Sports Bags / Gym Bags | 420D Nylon | PU | High colorfastness | Good printing compatibility, lightweight |
| Pet Carriers / Pet Gear | 630D / 840D HT | PU / TPU | Anti-Mildew | Reinforced tear performance is essential |
| Industrial Covers | 1000D / 1050D / 1680D Nylon | PVC | FR, Anti-UV | Need stiff structure + heavy waterproofing |
| Medical / Hygiene Storage | Nylon + TPU Lamination | TPU | Anti-bacterial | Must resist chemical cleaning cycles |
| Home Storage / Organization | 210D / 420D Nylon | PU / W/R | Calendered | Lightweight with moderate stiffness |
| Travel Accessories | 210D / 420D Nylon | PU | W/R | Lightweight + good printing compatibility |


How Lovrix Uses the Matrix During Development
1. Product Analysis
We examine use-case stress, abrasion risk, climate, and visual requirements.
2. Material Pre-Selection
Two or three nylon types are shortlisted.
3. Coating + Finishing Optimization
We build a coating stack aligned with waterproofing and durability goals.
4. Lab Verification
Pre-production testing ensures the nylon meets the target performance.
5. Sample Roll Production
2–5 sample rolls are produced for sewing trials.
Trusted By 1000+ Brands And Innovative Startups












Start Your Nylon Development with Lovrix
If your team is planning to develop new bags, outdoor gear, storage items, pet carriers, or industrial covers, share the following information with us, and our engineering team will recommend suitable nylon specifications:
Please Tell Us:
- Product type
- Usage environment
- Target strength/weight ratio
- Waterproofing requirement
- Desired stiffness or flexibility
- Printing needs
- Sustainability requirements (if applicable)
- Estimated order quantities
Lovrix will respond with:
- recommended nylon specifications
- suggested coating + finishing stack
- technical drawings or construction notes
- testing standards & expected performance
- sampling timeline + quotation
We aim to provide practical engineering guidance, not sales pressure.
R&D Capability: 25+ material engineers, multi-factory weaving + coating + testing system
Specialization: Nylon, Oxford, Canvas, Technical Textiles for global brands
- (+86) 13823134897
- info@lovrix.com